
20242 PHOTOS
VSSC, Trivandrum · Chennai Works
Crew Training Simulator (CTS)
An exact replica of the Gaganyaan crew capsule, built and handed over to ISRO/HSFC within 90 days.
AerospaceISROGaganyaan
A snapshot of recent turnkey, fabrication and field-erection work across South India.
An exact replica of the Gaganyaan crew capsule, built and handed over to ISRO/HSFC within 90 days.

India's planned indigenous, modular space station — a permanently crewed microgravity research outpost in low Earth orbit, targeted to be fully operational by 2035.

Flight-representative core and base simulators for ISRO’s Small Satellite Launch Vehicle (SSLV), engineered to mirror real interface envelopes for integration rehearsals, mass-property checks and crew training.

Large-diameter handling and assembly fixture for the GSLV 5.4 m heat shield. A circumferential lattice cage built to support, rotate and inspect the shield through every stage of integration without distorting its flight geometry.

Core base shroud assembly for ISRO’s PSLV, the launch vehicle that has put more than four hundred satellites into orbit. Rolled, seam-welded and lock-fitted in-house to flight-grade surface and dimensional tolerances.

Large conical pressure chamber for the Vikram Sarabhai Space Centre, designed for repeated proof-pressure cycles and built on our heavy horizontal boring mill to keep concentricity inside microns end-to-end.

Aluminium PSLV heat shield assembly: a ribbed monocoque framework that protects the payload through the worst of atmospheric flight, fabricated and finished at our Chennai works for ISRO.
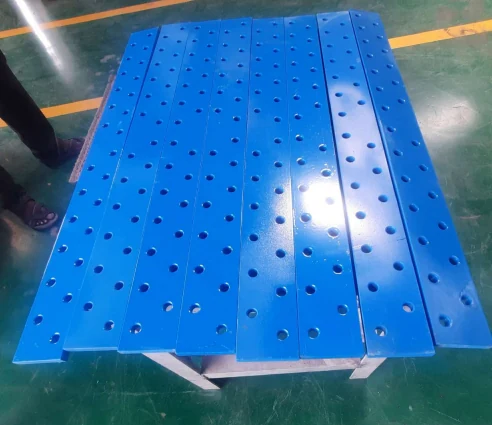
High-volume batch production of CNC-drilled, shot-blasted and epoxy-coated gusset and connection plates, engineered, marked and stacked in delivery order so they bolt up on site without a single field correction.

Multi-axis machined aluminium fixtures and load brackets for aerospace and instrumentation clients, with surface finish, flatness and bolt-circle concentricity held inside microns so the parts they cradle stay true.
VSSC, Trivandrum · Chennai Works · 2024 · Aerospace, ISRO, Gaganyaan
An exact replica of the Gaganyaan crew capsule, built and handed over to ISRO/HSFC within 90 days.
Gaganyaan is the Indian Space Research Organisation's (ISRO) ambitious mission to send three humans per flight to Low Earth Orbit (LEO) for a three-day mission and back to Earth. The Crew Training Simulator (CTS) is an exact replica of the actual capsule in which the crew will be on board the GSLV rocket and return to Earth.
The CTS houses crew seats, life-support equipment, mission-control computers and interfaces, sleeping pods, food, and life-support medicines.
A CTS was manufactured within a 90-day period and successfully handed over to ISRO/HSFC Director, Shri M. Mohan. The handover video shows immense satisfaction and happiness from the customer.
The CTS was officially inaugurated by Shri Narendra Modi, Prime Minister of India, at the space summit held at VSSC, Trivandrum.
ISRO · HSFC · Chennai Works · 2035 · Aerospace, ISRO, Space Station
India's planned indigenous, modular space station — a permanently crewed microgravity research outpost in low Earth orbit, targeted to be fully operational by 2035.
The Bharatiya Antariksh Station (BAS) is India’s planned indigenous, modular space station, conceived as the country’s first long-duration human outpost in orbit and targeted to be fully operational by 2035. It places India in a small group of nations operating their own permanent presence in space.
Developed by ISRO and the Human Space Flight Centre (HSFC), the station is assembled from a sequence of pressurised and unpressurised modules launched by India’s heavy-lift vehicles. Once mated on orbit it will form a habitable backbone for crews staying weeks to months at a time.
BAS will fly at an altitude of approximately 400 to 450 kilometres above Earth, on an inclination chosen to be reached cleanly by Indian launch sites. Regular crew rotations, cargo resupply and visiting vehicles are baselined into the operating concept.
On orbit, the facility becomes an advanced microgravity research laboratory — supporting life-sciences, materials, fluid physics and human spaceflight endurance studies, and serving as a testbed for the technologies that will carry India’s future crewed missions beyond Earth orbit.
Sriharikota · Chennai Works · 2024 · Aerospace, Simulators, Precision
Flight-representative core and base simulators for ISRO’s Small Satellite Launch Vehicle (SSLV), engineered to mirror real interface envelopes for integration rehearsals, mass-property checks and crew training.
The brief: build a one-to-one mechanical twin of the SSLV core and base sections so ISRO can rehearse stage integration without risking flight hardware.
Every interface ring, bolt circle and umbilical port is captured from VSSC drawings and re-cut in our jigs to flight-representative tolerances.
Heavy plate is rolled into the core cylinder; the base structure is cast and machined as one piece, then dye-penetrant inspected before paint.
Trial assembly is photographed and laser-scanned at our Chennai works, so the simulator lands at Sriharikota ready to mate on the first try.
Both simulators are now in active duty for stage handling, transport-mode validation and training of the SSLV ground crew.
VSSC · Chennai Works · 2024 · Aerospace, ISRO, GSLV
Large-diameter handling and assembly fixture for the GSLV 5.4 m heat shield. A circumferential lattice cage built to support, rotate and inspect the shield through every stage of integration without distorting its flight geometry.
A 5.4-metre heat shield cannot rest on its own skin. The fixture exists so the shield can be lifted, rotated and worked on without a millimetre of deformation.
Every node is CNC-cut from heavy section and welded under a master jig, with load paths verified by FEA before a single arc is struck.
Trial-erected on a dust-blown pad at our Chennai works, the cage is dimensionally checked by total station against the flight geometry it has to protect.
Crawler cranes pick it from three points, exactly as ISRO will, so the lifting plan is proved on our floor before it ever leaves the shop.
Dispatched to VSSC with full QA dossier, weld maps and load-test reports, ready to cradle the heat shield through integration.
VSSC · Chennai Works · 2024 · Aerospace, ISRO, PSLV
Core base shroud assembly for ISRO’s PSLV, the launch vehicle that has put more than four hundred satellites into orbit. Rolled, seam-welded and lock-fitted in-house to flight-grade surface and dimensional tolerances.
The PSLV is India’s most prolific launcher, and every flight starts with a base shroud that has to seat perfectly on the core stage.
Heavy aluminium plate is rolled into a single tapered shell, with longitudinal seams welded and X-ray inspected before any fit-out begins.
Internal mounting bosses, conduit cut-outs and umbilical pass-throughs are machined to drawing on our boring bed in a single setup.
A flight-yellow protective coat is applied so the shroud reads cleanly during integration photographs and post-flight inspection.
Final dimensional report is signed off against VSSC drawings and the shroud is crated for transport to Sriharikota.
VSSC · Chennai Works · 2024 · Aerospace, ISRO, VSSC
Large conical pressure chamber for the Vikram Sarabhai Space Centre, designed for repeated proof-pressure cycles and built on our heavy horizontal boring mill to keep concentricity inside microns end-to-end.
A conical pressure chamber for VSSC, rolled from heavy plate and finished as a single concentric body.
The shell is set up on the horizontal boring mill so every flange face is cut in one reference frame, holding true concentricity from cone to cone.
Each weld is radiographed, then the chamber is hydrostatically proof-tested at 1.5× working pressure before it leaves the shop.
A 2K polyurethane coat protects the outer skin; the inside is passivated for compatibility with the test fluids VSSC will run through it.
Final acceptance is signed off jointly by VSSC inspectors at our works, and the chamber is shipped on a custom cradle to the test bay.
VSSC · Chennai Works · 2024 · Aerospace, ISRO, PSLV
Aluminium PSLV heat shield assembly: a ribbed monocoque framework that protects the payload through the worst of atmospheric flight, fabricated and finished at our Chennai works for ISRO.
The PSLV heat shield is what stands between the satellite and the violence of atmospheric flight. Every rib has to be light, true, and exact.
Aircraft-grade aluminium ribs are profile-cut, heat-treated, and assembled on a master jig that fixes the curvature within fractions of a millimetre.
Joints are TIG-welded by certified aerospace welders, then dye-penetrant inspected; every seam is logged against a weld map.
A trial fit-up with the mating ring is done in our high-bay before the skin panels are bonded on and the assembly is sent for surface finishing.
Finished in mission-silver and signed off against the VSSC quality plan, the heat shield is crated and dispatched to Sriharikota for integration.
Guindy Works, Chennai · 2023 · Fabrication, CNC, Coated
High-volume batch production of CNC-drilled, shot-blasted and epoxy-coated gusset and connection plates, engineered, marked and stacked in delivery order so they bolt up on site without a single field correction.
A large structural steel package is only as fast as its connection plates. Get those wrong on a thousand pieces and the whole site stalls.
Plates are nested on a CNC plasma bed for minimum scrap, then transferred to a beam-line drill for hole groups that match the bolt-up drawing exactly.
Every plate is shot-blasted to Sa 2½ and primed within the same shift, so the surface is fresh when the epoxy top-coat is applied.
Quality control samples one in twenty plates for hole position, diameter and edge prep before the batch is bundled and labelled by erection sequence.
Stacked and shrink-wrapped in the order they will be picked on site, the plates ship out ready to bolt, with no re-drilling and no field cutting.
Machine Shop, Chennai · 2025 · Machining, Tooling, Tight-tolerance
Multi-axis machined aluminium fixtures and load brackets for aerospace and instrumentation clients, with surface finish, flatness and bolt-circle concentricity held inside microns so the parts they cradle stay true.
A fixture is only worth what it holds. Ours hold flight hardware, so every surface gets treated like the part it will support.
Aluminium billet is roughed on a 5-axis machining centre, then stress-relieved overnight so the final finish cuts don’t walk.
Critical bores and locating pins are finished in a second setup against the same datums, holding concentricity to within a few microns.
CMM inspection is done in-house, with each fixture leaving the shop accompanied by a dimensional report and a serial-marked location plan.
Anodised to a hard-coat finish for wear life, the brackets and jigs go straight into integration cells with no rework on arrival.